Технология за обработване на дълбоки, светли отвори с високи изисквания за качество на повърхнините им
ИНОВАТИВНО ПРЕДЛОЖЕНИЕ №24
- Наименование на иновацията
|
Технология за обработване на дълбоки, светли отвори с високи изисквания за качество на повърхнините им |
- Данни за предлагащата страна
|
Име/наименование/инициали/друго |
Русенски университет” Ангел Кънчев” |
|
Лице/колектив/катедра/факултет, организация/друго |
ТММРМ |
|
Лице(а) за контакт и компетенции: |
Доц.д-р Михаил Колев Кършаков |
|
Адрес: |
Русе |
|
Телефон/факс/мобилен телефон: |
(082) 888 309, 0899034234 |
|
E-mail: |
mkarshakov@uni-ruse.bg |
|
Интернет страница: |
|
|
Година на създаване на иновацията |
2005 |
3. Описание на иновацията
|
Предлаганата технология решава един сериозен проблем на машиностроителното производство, какъвто е обработването на отвори с отношение на дължината към диаметъра по-голямо от 5. Тя е приложима за обработване отворите на тръби с голяма дължина, които се използват за получаване на хидравлични и пневматични цилиндри – масово използвани изделия, в производството на които нашата страна има съществен дял в европейското икономическо пространство. Същността на проблема е в рационалното съчетаване на високите изисквания за качество на обработените повърхнини с максимално възможната производителност на получаването им. Използването на класическите технологии е свързано с трудности при постигане на качеството, породени от ниската стабилност на инструментите и необходимостта от надеждно извеждане на получаваните стружки. Предлаганата технология се основава на използването на тръбни заготовки със сравнително малка дебелина на стената, получени чрез горещо изтегляне или студено валцоване. Прилагането и позволява обработването на отворите да се извърши с едно преминаване на комбиниран инструмент, реализиращ едновременно два прехода – разстъргване и повърхностно пластично деформиране (ППД). Технологичният маршрут включва две операции – центроване и комбинирано обработване. Те могат да се реализират върху универсални стругове, снабдени с несложна допълнителна екипировка или върху специализирани стругови машини. И в двата случая на първата операция се подрязват крайните челни повърхнини и се струговат външни центровъчни фаски (чисти бази) при използване на отвора за първична установъчна база. Втората операция се реализира при установяване на заготовката по външните фаски, при което главното въртеливо движение може да се извършва от заготовката или от инструмента.
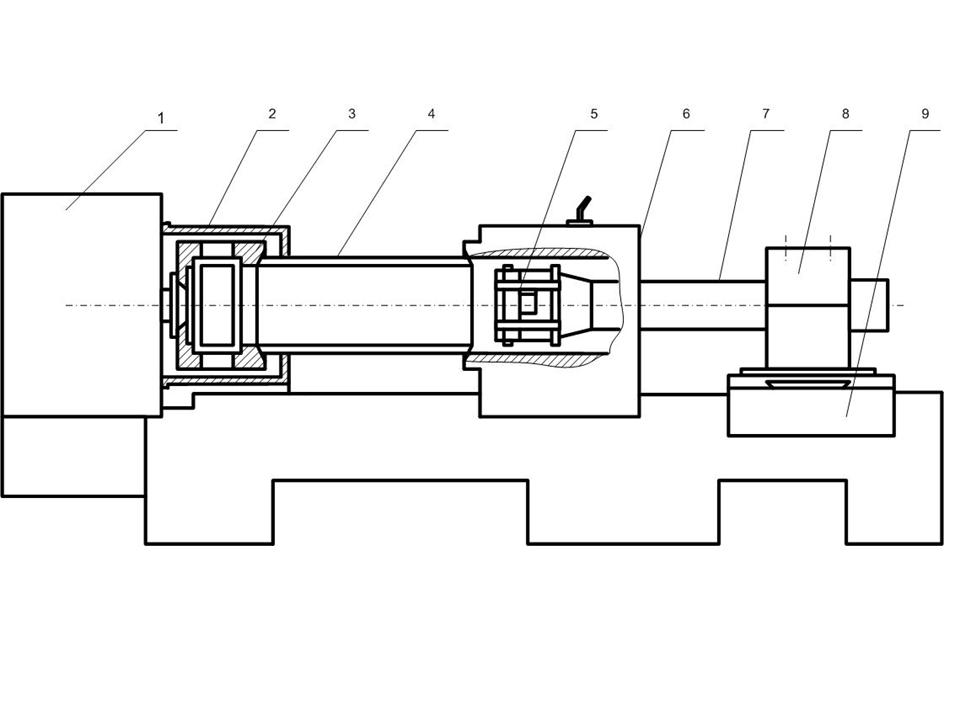
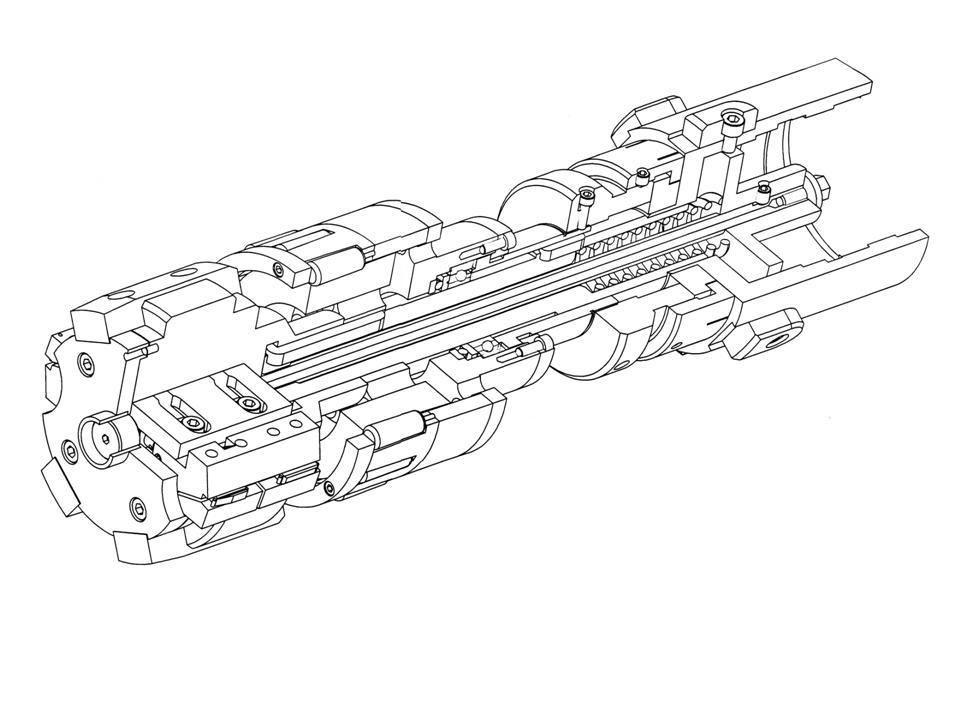
Фиг.1.1. Установка за комбинирано обработване на цилиндрови отвори: 1- предно седло; 2- кожух; 3-преден център (обратен); 4-заготовка; 5-комбиниран инструмент; 6-заден център; 7-борщанга; 8-опора; 9-надлъжен супорт. Установка, работеща по първата схема е показана на фиг.1. Тя е разработена на базата на универсален струг, при което предният център 3 е задвижващ, а задният лагерува в корпуса 6. Подавателното движение на инструмента 5 се извършва от борщангата 7 посредством надлъжния супорт 9. Борщангата е херметизирана спрямо корпуса 6, което позволява през него и през отвора на тръбата да се подава смазващо-охлаждаща течност (СОТ) с голям дебит, която изпълнява функцията на транспортиращо стружките средство в посока към предния център. Те се улавят от кожуха 2 и постъпват в система за филтриране на СОТ. Общият вид на инструмента 5 е показан на фиг.2. Разстъргващият модул А осигурява точността на размерите и формата на отворите, а деформиращият модул Б – грапавостта на повърхнините и уякчаване на повърхностните слоеве, което увеличава тяхната носеща способност. Еднопроходното осигуряване на предписаното качество и високата производителност са възможни поради две основни конструктивни възможности на режещия модул: непрекъснато, безхлабинно направляване (базиране) по обработената повърхнина; наличие на плаващ режещ блок със срещуположно разположени режещи пластини, самоустановяващ се под действие на стремящите се към равновесие радиални сили на рязане; люнетни функции на заглаждащо-уякчаващия деформиращ модул.
Фиг.1.2. Комбиниран инструмент с твърдо действие и плаващ режещ блок: А-разстъргващ модул (1-неметални направляващи; 2-плаващ разстъргващ блок); Б-деформиращ модул (3-заглаждащи ролки; 4-сепаратор); В-регулираща част; Г-присъединителна част. Високата ефективност на описаната технология се дължи до голяма степен на специалната геометрия на режещите пластини, позволяваща рационалното съчетаване на възможностите на деформиращия и режещия модули. Това позволява достигането на технически характеристики на цилиндровите отвори посочени в табл.1.
|